Виды тарелок
В колонных аппаратах НПЗ в настоящее время используются десятки конструкций контактных устройств, отличающихся по своим характеристикам и технико-экономическим показателям. Наряду с тарелками первого поколения (колпачковые, желобчатые), которые до сих пор эксплуатируются на старых производствах, широкое распространение на установках АВТ получили S-образные, клапанные (пластинчатые, дисковые) и другие типы КУ.
Тарелки клапанные, колпачковые, ситчатые
Колпачковые
Колпачки тарелки
Ситчатые
Отверстия ситчатой тарелки отличаются по форме: а) круглые; б) щелевидные; в) просеченные треугольные
Решетчатые
Решетчатые тарелки провального типа
С S-образными элементами
Тарелки с S-образными элементами
Клапанные (дисковые)
Клапанные (дисковые) тарелки
Основные характеристики сравнения
Нередки случаи, когда в одной ректификационной колонне в разных секциях используются тарелки разных типов. Это объясняется тем, что паровые и жидкостные нагрузки по высоте нефтяных колонн, особенно работающих с боковыми отборами, существенно различаются (иногда на порядок). При сравнении контактных устройств различного типа в качестве основных обычно выступают следующие показатели:
- Производительность.
- Гидравлическое сопротивление.
- Эффективность (коэффициент полезного действия) – характеризует степень приближения реального процесса разделения на тарелке к теоретически достижимому (теоретическая тарелка).
- Допустимый диапазон варьирования рабочих нагрузок (и по пару, и по жидкости), который определяется отношением максимально допустимой нагрузки к минимально допустимой.
- Градиент уровня жидкости по ширине полотна тарелки, который определяется тем обстоятельством, что жидкость на тарелку вводится с одного края тарелки (секции), а отводится с другого. При течении жидкости по полотну тарелки она преодолевает определенное гидравлическое сопротивление, поэтому высота слоя жидкости у приемного кармана превышает соответствующий уровень у сливного кармана. Наличие градиента приводит к нарушению равномерности распределения пара по ширине барботажного слоя и в итоге – к снижению эффективности КУ.
- Высота межтарельчатого расстояния, которая должна обеспечивать нормальную работу гидравлического затвора для обеспечения гарантированного перетока жидкости с верхней тарелки на нижнюю.
- Обеспечение длительной работоспособности при работе на загрязненных средах и средах, склонных к образованию смолистых или других отложений.
- Металлоемкость.
- Стоимость.
- Удобство монтажа и ремонта, простота конструкции.
Кстати, прочтите эту статью тоже: Регулярные насадки
Что такое ректификация
Ректификация – это способ разделения компонентов смеси, основанный на свойстве компонентов данной смеси выкипать при различных температурах.
Ректификация представляет собой процесс разделения бинарных, многокомпонентных или непрерывных смесей на практически чистые компоненты или их смеси (фракции), отличающиеся температурами кипения (для бинарных и многокомпонентных смесей) или интервалами выкипания (для непрерывных смесей).
Анализ фракций нефти и нефтепродуктов на содержание в них индивидуальных углеводородов и их классов показывает, что нефть и ее фракции представляют собой сложную многокомпонентную смесь. Количество компонентов в нефти превышает 2000. Из-за большого количества компонентов нефть принято считать непрерывной смесью и выражать ее состав кривой истинных температур кипения (ИТК), имеющей плавный, непрерывный характер.
Поэтому процесс ректификации представляет собой массообмен, протекающий в обе стороны между 2-мя фазами смеси, одна из которых – жидкость, а другая – пар. Иными словами, это многократно повторяющееся контактное взаимодействие неравновесных фаз в виде жидкой нефти, а также пара.
Процесс ректификации осуществляется в результате контакта потоков пара и жидкости. При этом непременным условием является перемещение пара и жидкости навстречу друг другу по высоте (длине) ректификационного аппарата. Движущей силой тепло- и массообмена между паром и жидкостью в аппарате является разница температур по высоте (длине) аппарата.
Кстати, прочтите эту статью тоже: Насадочные и тарельчатые колонные аппараты
Ректификационная колонна является одним из центральных аппаратов технологической установки по первичной переработке нефти или нефтепродуктов. Применение данного аппарата вызвано необходимостью реализации простого способа разделения нефти или ее продуктов на фракции в зависимости от их температур кипения. Такой способ получил название ректификации, а аппарат для проведения данного процесса – ректификационной колонной.
Но одна ректификационная колонна не может справиться с задачами по разделению фракций. На нефтеперерабатывающих предприятиях колонна тесно связана со множеством другого оборудования – насосного, теплообменного, печного, сепарационного.
Наиболее удобно иллюстрировать принцип действия ректификационного аппарата на примере колонны с колпачковыми тарелками.
Расчет отводимого тепла выносным орошением
Для сложных колонн, работающих с выносными холодными циркуляционными орошениями, к которым относятся и колонны АВТ, весьма важной становится ещё одна специфическая характеристика: величина реализуемого теплосъема от внутреннего парового потока холодным орошением – Q, (кВт/м3). В этой характеристике величина достигаемого теплосъема отнесена к 1 м3 барботажного слоя или к 1 м3 насадки. В отечественной литературе данная характеристика учитывается достаточно редко, хотя она в значительной мере определяет эффективность работы циркуляционных орошений.
Количество тепла, отводимого от циркуляционного орошения во внешнем теплообменнике, определяется: Q=L(Hн-Hк)
Все это количество тепла затрачивается внутри колонны на конденсацию части парового орошения, а энтальпия жидкого потока достигает при этом значения Hн. В процедуре технологического расчета, который, как правило, проводится по «теоретическим тарелкам» процесс теплообмена будет завершен на первом же КУ. Фактически же именно реальная эффективность процесса теплосъема на КУ будет определять, на скольких реальных тарелках будет завершен этот процесс.
Выбор оптимальной конструкции контактных устройств
Конструкции КУ, выигрывающей у всех остальных конструкций по всем показателям, не существует. Каждая из конструкций обладает своими преимуществами и недостатками и своей областью рационального использования. В зависимости от особенностей конкретного процесса наибольшее значение могут приобретать те или иные характеристики из вышеперечисленных. Так, на выбор КУ для колонн атмосферного блока наибольшее влияние оказывают показатели производительности, эффективности и допустимого значения диапазона рабочих нагрузок, в котором обеспечивается высокая эффективность работы тарелок. Для колонн вакуумного блока на первое место выдвигается гидравлическое сопротивление КУ, поскольку оно будет определять интенсивность процесса разложения тяжелых углеводородов в зоне нагрева, а значит, в значительной мере и качество товарных фракций, хотя и в этом случае должны, конечно, учитываться и остальные характеристики. Наиболее распространенные типы КУ приведены на рисунке.
Кстати, прочтите эту статью тоже: Ректификация нефти в колонне
В атмосферных колоннах хорошо зарекомендовали себя различные модификации клапанных КУ с дисковыми, прямоугольными и трапециевидными клапанами, а также комбинированные S-образные тарелки с клапанами. В вакуумных колоннах представляет интерес использование дисковых клапанов эжекционного типа, которые характеризуются наименьшим гидравлическим сопротивлением среди всех типов КУ.
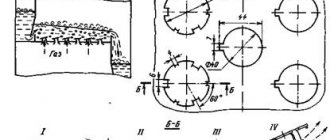
Рис. 3.1. Распространенные типы колпачков и клапанов:
Колпачки: а – круглый; б – шестигранный; в – прямоугольный; г – желобчатый; д – S-образный; клапаны: е – прямоугольный; ж – круглый с нижним ограничителем; з – круглый с верхним ограничителем; и – балластный; к – дисковый эжекционный перекрестноточный; л – пластинчатый перекрестно-прямоточный; м – S-образный колпачок с клапаном. Обозначения: 1 – диск тарелки; 2 – клапан; 3 – ограничитель; 4 – балласт.
КОНТАКТНЫЕ УСТРОЙСТВА В РЕКТИФИКАЦИОННЫХ КОЛОННАХ.
В подразделе 1.5 отмечалось, что для протекания процесса ректификации необходимо создание контакта между паровой и жидкой фазами. В ректификационных колоннах применяются несколько сотен конструкций контактных устройств, различающихся по областям применения, конструкции и технико-экономическим показателям. Наряду с эффективными устройствами (клапанные тарелки и регулярная насадка) на старых установках эксплуатируются колонны, оборудованные морально устаревшими тарелками (желобчатые, провальные) [9].
При выборе типа контактных устройств обычно руководствуются следующими основными показателями:
— производительностью – пропускной способностью по пару и жидкости;
— гидравлическим сопротивлением [10];
— высоким КПД — для тарелок и низкой ВЭТТ (высота, эквивалентная теоретической тарелке) – для насадок;
— низким гидравлическим сопротивлением (особенно в вакуумных колоннах) [29];
— диапазоном рабочих нагрузок;
— возможностью работы в средах, склонных к образованию смолистых или других отложений;
— простотой конструкции, проявляющейся в трудоемкости изготовления, монтаже, ремонте, металлоемкости.
Итак, контактные устройства (КУ) бывают:
1) тарельчатые;
2) роторные;
3) насадочные (регулярные и нерегулярные).
Тарельчатые КУ в свою очередь подразделяются:
a) по способу организации контактирующих фаз – противоточные, прямоточные, перекрестно-точные и перекрестно-прямоточные;
b) по регулируемости свободного сечения для паровой фазы –тарелки с регулируемым (клапанные) и постоянным сечением [29].
По типу применяемых контактных устройств наибольшее распространение получили тарельчатые
, а также
насадочные
ректификационные колонны [10].
Чтобы легче ориентироваться во всем многообразии тарельчатых КУ, приведем краткую их классификацию в табл. 4.2.
Таблица 4.2. Классификация тарельчатых контактных устройств и их свойства
| Противоточные | Прямоточные | Перекрестно- точные | Перекрестно- прямоточные |
| решетчатые, дырчатые и др. | вихревые, центробежные и др. | ситчатые, колпачковые, S-образные, клапанные, клапанные с балластом, S-образные с клапаном, эжекционные и др. | струйные, струйные с отбойниками, перекрестно-прямоточные клапанные и др. |
| Положительные стороны | |||
| — высокая производительность по жидкости; | — повышенная производительность [10]; | — (кроме ситчатых) большое время пребывания жидкости; | — низкое гидравлическое сопротивление; |
| — простота конструкции; | -высокие эффективность, барботаж; | — организация движения жидкости по тарелке [10]; | |
| — малая металлоемкость [10] | — наличие постоянного слоя на тарелке; | ||
| — отсутствие провала жидкости [29]. | |||
| Отрицательные стороны | |||
| — низкая эффективность; | — повышенное гидравлическое сопротивление; | — небольшой диапазон эффективной работы; | — эффективность контакта ниже, чем у перекрестноточных [10]; |
| — узкий диапазон работы; | — трудоемкость изготовления [10]. | — металлоемки; | |
| — неравномерное распределение потоков по сечению колонны [10]. | — сложность изготовления, монтажа [29]; | ||
| — застревание части клапана в одном положении; | |||
| — вылет клапанов из отверстий при повышенной паровой нагрузке [29]. |
Следует отметить, что в табл. 4.2 приведены только общие характеристики КУ, но в каждом из случаев имеются свои разнообразия, усовершенствования, а следовательно, плюсы и минусы.
В ранее построенных отечественных и зарубежных установках, в основном, применялись тарелки с круглыми колпачками
(то есть с нерегулируемым сечением для паровой фазы; рис. 4.12
а
,
б
,
в
).
Затем появились тарелки с желобчатыми колпачками
(рис. 4.12
г
)
,
но из-за низкой их производительности и эффективности, большой металлоемкости, неравномерного распределения на них жидкости, такие тарелки перестали со временем выпускать и использовать [9].
Затем зарекомендовали себя тарелки с S-образными элементами
(рис. 4.12
д
); их уже можно было значительно легче изготовить, производить монтаж и демонтаж. Они же используются на некоторых установках и по сей день.
Рис. 4.12. Типы некоторых колпачков и клапанов:
колпачки: а
– круглый;
б
– шестигранный;
в
– прямоугольный;
г
– желобчатый;
д
– S-образный;
клапаны: е
– прямоугольный;
ж
– круглый с нижним ограничителем;
з
– круглый с верхним ограничителем;
и
– балластный;
к
– дисковый эжекционный перекрестно-точный;
л
– пластинчатый перекрестно-прямоточный;
м
– S-образ-ный колпачок с клапаном; 1 — диск тарелки; 2 — клапан; 3 — ограничитель; 4 — балласт.
В последние годы широкое распространение, особенно для работы в условиях значительно меняющихся скоростей газа, получили клапанные и балластные тарелки. Принцип действия клапанных тарелок
(рис. 4.12
е
,
ж
,
з
) состоит в том, что свободно лежащий над отверстием в тарелке клапан автоматически регулирует величину зазора между клапаном и плоскостью тарелки в зависимости от газопаровой нагрузки и тем самым поддерживает постоянную скорость газа, и, следовательно, гидравлическое сопротивление тарелки в целом. Высота подъема клапана ограничивается высотой ограничителя (кронштейна, ножки).
Балластные тарелки
(рис. 4.12
и
)отличаются по устройству от клапанных тем, что в них между легким клапаном и ограничителем установлен более тяжелый клапан – балласт. Клапан начинает приподниматься при небольших скоростях газа или пара. С дальнейшим увеличением скорости газа клапан упирается в балласт и затем поднимается вместе с ним. В результате балластная тарелка, по сравнению с чисто клапанной, значительно раньше вступает в работу, имеет более широкий диапазон, более высокую (на 15–20 %) эффективность разделения и пониженное (на 10–15 %) гидравлическое сопротивление.
Однако более прогрессивными и эффективными по сравнению с колпачковыми, являются комбинированные колпачково-клапанные тарелки (рис. 2.12к, л, м
). Так, S-образная тарелка с клапаном (рис. 2.12
м
) работает следующим образом: при низких скоростях газ (пар) барботирует преимущественно через прорези S-образных элементов и при достижении некоторой скорости газа включается в работу клапан. Такая двухстадийная работа тарелки позволяет повысить производительность ректификационной колонны на 25–30 % и сохранить высокую эффективность разделения в широком диапазоне рабочих нагрузок [10].
Перекрестно-прямоточные тарелки отличаются от перекрестно-точных тем, что в них энергия газа (пара) используется для организации направленного движения жидкости по тарелке, в результате чего повышается производительность колонны [10].
Среди клапанных тарелок нового поколения можно отметить дисковые эжекционные и пластинчатые эжекционные (рисунок 4.12 к
,
л
), а также трапециевидные.
Эжекционная клапанная тарелка
представляет собой полотно с отверстиями и переливными устройствами. В отверстия полотна тарелок устанавлваются клапаны, представляющие собой вогнутый диск с просечными отверстиями для эжекции жидкости. Они могут иметь распределительный выступ для равномерного стока жидкости в эжекционные каналы (или прогиб). Клапан имеет четыре ограничительные ножки и двенадцать эжекционных каналов. Их изготавливают штамповкой из нержавеющей стали [10]. К тому же они экономически выгодны при модернизации колпачковых тарелок, так как при этом не требуется замена полотен.
При работе газ или пар поступает под клапан, приподнимает его и барботирует через слой жидкости, протекающей по полотну тарелки (рис. 4.13). Часть жидкости из небарботируемой зоны стекает через направленные прорези и за счет эжекции диспергируется газовым потоком, выходящим из-под клапана.
Рис. 4.13. Принцип работы эжекционной тарелки
Предлагаемая конструкция трапециевидного клапана
(рис. 2.14
а
) обеспечивает саморегулирование и перераспределение парового потока. Отогнутые под углом к плоскости клапана прорезные части бортов обеспечивают направленный под острым углом к тарелке ввод пара, что способствует уменьшению уноса за счет инерциальных сил и повышает эффект компенсации прямотока.
| а | б |
Рис. 4.14. Трапециевидная тарелка:
а
– трапециевидный клапан;
б –
тарелка с трапециевидными клапанами
Сравнительные характеристики высокоэффективных клапанных тарелок приведены в табл. 2.3 [38].
Таблица 4.3. Характеристики клапанных тарелок (по сравнению с колпачковыми)
| Параметры | Эжекционные | Трапециевидные |
| Производительность | выше в 2 раза | выше чем в 2 раза |
| Эффективность (КПД) | 80–100 % | 60–80 % |
| Металлоемкость | ниже на 30 % | |
| Гидравлическое сопротивление | 3–9 мм рт. ст. (0,3–0,3 кПа) | 2–5 мм рт. ст. |
Интересной особенностью конструкции обладают клапаны с дугообразной перегородкой
(рис. 2.15).
Рис. 4.15. Конструкция клапана с дугообразной перегородкой:
а
– общий вид (стрелками показаны направления потоков газа при выходе из-под клапана);
б
,
в
– схемы взаимодействия потоков газа в контактной зоне; 1 – клапан; 2 – дугообразная перегородка
Перегородка рассекает газовый поток на части и придает ему соответствующие направление и скорость движения. Благодаря такой перегородке можно создавать различные соотношения выходящих из под клапана потоков газа (П1, П2, П3), изменяя соотношение площадей сечений для их выхода. Направления потоков П1 и П3 перпендикулярны течению жидкости, а направление потока П2 совпадает с направлением движения жидкости. Потоки с разными направлениями движения определяют схему взаимодействия фаз в контактной зоне и гидродинамическую обстановку на тарелке [31].
Струйно-направленные тарелки
также нашли свое применение в нефтепереработке (рис. 4.16
а
,
б
). Они могут использоваться как в условиях низкого вакуума, так и при атмосферном или повышенном давлении. Их основанием служит перфорированный лист, в котором выштампованы и отогнуты под углом 20–40о к ее полотну полукруглые лепестки. На полотне тарелки поперек движения потока жидкости установлены вертикальные перегородки, у основания которых выполнены прямоугольные прорези. Перегородки разделяют тарелку на ряд секций и обеспечивают интенсивное взаимодействие потоков газа и жидкости в каждой такой секции и на тарелке в целом. Варьируя число, радиус и угол отгиба лепестков, можно регулировать производительность тарелки.
Для уменьшения гидравлического сопротивления, упорядочения взаимодействия фаз при высоких газовых нагрузках и сохранения принципа секционирования в конструкции тарелки, представленной на рис. 4.16в
, используется эффект компенсации прямотока. Данный эффект создавается при перекрестном взаимодействии струй газа и жидкости, выходящих из-под лепестков, расположенных взаимно перпендикулярно.
На рис. 4.16г
также показан режим компенсированного прямотока. На полотне тарелки размещены группы из двух или более лепестков, оси которых, пересекаясь, образуют пучок прямых. Точки пересечения этих прямых располагаются в шахматном порядке, а их ряды – перпендикулярно направлению движения жидкости.
Рис. 4.16. Схема струйно-направленной тарелки с вертикальными поперечными секционирующими перегородками:
а
– общий вид;
б
– схема контактной зоны;
в
,
г
– с вводом части потока газа поперек потока жидкости и под углом к потоку соответственно;
д
– усовершенствованная конструкция лепестков;
е
– полотно тарелки с поперечными перегородками в форме гребенки;
ж
– перегородка в форме гребенки из отдельных лопаток; 1 – корпус колонны; 2 – полотно тарелки; 3 – приемный карман; 4 – стенка переливного кармана; 5 – подпорная перегородка; 6 – лепесток (язычок); 7, 8 – соответственно вертикальная и сливная перегородки; 9 – прорезь в вертикальной перегородке; 10 – конические поверхности; 11 – перегородка в форме гребенки; 12 – отдельные лопатки перегородок
Оригинальная конструкция лепестков для струйно-направлен-ных тарелок представлена на рис. 4.16д
. Каждый лепесток выполнен из трех частей: средняя – по форме плоского кругового сектора; а боковые – по форме конической поверхности. Выходящий из-под лепестков газовый поток формируется в виде трех струй, одна из которых движется по тарелке в направлении потока жидкости, а две другие – под углом к нему.
Для предотвращения сдувания жидкости к одной из сторон тарелки и более равномерного распределения газа направляющие пластины перегородок повернуты в противоположные стороны. Особенно эффективны такие тарелки в аппаратах, работающих с большими нагрузками по газу и жидкости. Более совершенную конструкцию имеют тарелки с поперечными перегородками (рис. 4.16ж
), направляющие пластины которых выполнены в виде лопаток, соединенных между собой по вертикали. Плоскости смежных лопаток развернуты одна относительно другой и расположены симметрично относительно направления движения жидкости.
При встрече с лопатками газожидкостной поток делится по высоте на отдельные слои, движущиеся в перекрещивающихся направлениях и взаимодействующие на границах соприкосновения, турбулизируя сплошную фазу, и тем самым, повышая процесс массопередачи [39].
Не так давно стали предлагать высокопроизводительные тарелки центробежного типа
(рис. 4.17), хотя идея использования закрученного газового потока была предложена русскими учеными в начале 60-х годов прошлого столетия.
Основание центробежной тарелки состоит из полотен коробового типа с выштампованными на них лопастными завихрителями и полукруглыми окнами для размещения переточных труб. На полотнах соосно с лопастными завихрителями устанавливаются с помощью специальных фиксаторов сепарационные обечайки, внутрь которых вставляется переточная труба с закрепленным на ней отражателем.
| А | Б |
Рис. 4.17. Центробежная тарелка:
а
– детали центробежной тарелки и порядок их сборки;
б
– общий вид тарелки; 1 – полотно; 2 – завихритель; 3 – полукруглое окно; 4 – сепарационная обечайка; 5 – отражатель; 6 – переточная труба.
Работа центробежной тарелки заключается в том, что жидкость с помощью специального распределителя направляется через переливные трубы в центр каждого элемента и через щель между концом трубы и основанием тарелки поступает на лопастной завихритель. Газ проходит через завихритель снизу и, поднимаясь, закручивается, подхватывая жидкость и отбрасывая ее на сепарационную обечайку. На внутренней поверхности последней жидкость под действием центробежной силы выделяется через вертикальные щели, перетекает в межэлементное пространство, а затем через переточные трубы – на нижерасположенную тарелку.
С увеличением скорости газа в центре завихрителя понижается давление и увеличивается пропускная способность переточной трубы. Таким образом, в центробежной тарелке одновременно повышается производительность по газовой и жидким фазам.
Предлагается применять центробежные тарелки в секциях наиболее нагруженных по пару и жидкости, например, в зоне циркуляционных орошений или в секции разделения керосиновой и легкой дизельной фракций.
К тому же, преимущество предложенной конструкции состоит в том, что перепад давления значительно меньше, чем в обычных центробежных тарелках, так как здесь используются два завихрителя, а следовательно, на второй завихритель поступает поток пара, уже закрученный на первом. В итоге общий перепад давления ниже, а нагрузка по жидкости больше [41].
Обычно гидравлическое сопротивление тарелок в вакуумных колоннах составляет 1–2 мм рт. ст. (133,3–266,6 Па). В атмосферных –6–10 мм. рт. ст. (0,8–1,3 кПа). КПД тарелок – 30–40 % и 60–80 % соответственно для вакуумных и атмосферных колонн. В вакуумных колоннах тарелки работают в перекрестно-прямоточном (струйном) режиме при малом времени контакта фаз; для уменьшения уноса капель жидкости над полотном тарелок монтируются отбойники. Низкая эффективность является основной причиной замены тарелок в вакуумных колоннах на регулярную насадку. Тарелки же в атмосферных колоннах обычно работают в перекрестно-точном режиме с большим временем контакта фаз, значительным запасом жидкости на тарелке и лучшей организацией барботажа. Однако при высоком гидравлическом сопротивлении высота жидкости в кармане тарелки может превысить межтарельчатое расстояние с захлебыванием колонны.
Равномерность барботажа по площади тарелки определяет ее эффективность и зависит от точности горизонтальной установки полотна тарелки. Неравномерность барботажа вдоль движения жидкости связана с градиентом уровня жидкости на тарелке от точки ввода до сливного кармана. Градиент уровня жидкости зависит от плотности орошения тарелки – часового объема жидкости, отнесенного к длине сливной перегородки (обычно не более 50 ). Для перекрестноточных тарелок барботаж паров также является дополнительным сопротивлением движению жидкости. Допустимый градиент жидкости составляет 1–2 мм/м длины полотна тарелки, при его повышении барботажная зона смещается в направлении сливного кармана, где высота жидкости меньше. При этом со стороны ввода жидкости на тарелку пар не барботирует, что приводит к провалу части жидкости и снижению эффективности. В зоне интенсивного барботажа часть паров не успевает отделиться и увлекается жидкостью в сливной карман; плотность парожидкостной смеси в кармане уменьшается, что приводит к увеличению высоты слоя жидкости в нем и заливу тарелки. Поэтому для лучшей сепарации фаз необходима успокоительная зона перед сливным карманом; а при очень больших расходах жидкости с целью лучшей ее дегазации применяют сегментные переливы с наклонными планками.
Для уменьшения плотности орошения применяют тарелки с двумя или четырьмя сливными перегородками. Тарелки с высокой жидкостной нагрузкой также монтируют с уклоном по ходу движения жидкости. В этом случае движущей силой потока жидкости является геометрическая разность высот точек вывода и ввода жидкости на тарелке, а высота слоя жидкости остается постоянной на всем протяжении ее движения [29].
Необходимо учитывать, что величины жидкостных и паровых потоков внутри ректификационных колонн различны по высоте и меняются в очень широких пределах.
Например, паровой фактор (F = = (w×p)1/2, где w – скорость пара, м/с; p – плотность пара, кг/м3) в отпарной части атмосферной колонны в 10 раз меньше, чем в зонах циркуляционных орошений, и в 9 раз выше, чем на тарелках, расположенных непосредственно над вводом сырья в колонну. Как следствие, в некоторых колоннах, где во всех сечениях колонны применялись одинаковые КУ, тарелки оказывались перегруженными или недогруженными по жидкости или пару, поэтому, для каждой секции колонны желательно подбирать наиболее рациональные виды КУ [30].
Следует отметить, что универсальных конструкций тарелок, эффективно работающих «всегда и везде», не существует. При выборе конкретного типа из множества вариантов следует отдать предпочтение той конструкции, основные показатели эффективности которой в наибольшей степени удовлетворяют требованиям, предъявляемым исходя из функционального назначения ректификационных колонн. Например, в вакуумных колоннах предпочтительно применение КУ, имеющих как можно меньшее гидравлическое сопротивление [10].
Переливные устройства тарелок
Для организации перелива рабочей жидкости с вышележащей тарелки на нижележащую в КУ используются специальные переливные устройства, включающие в себя сливную перегородку и карман (рис. 3.2). При больших значениях удельных нагрузок по жидкости (измеряется через расход фазы – м3/час отнесенный к 1 м2 сечения колонны или к 1 м длины сливной перегородки), что характерно для многотоннажных колонн установок АТ-АВТ, для снижения градиента уровня жидкости применяются многопоточные конструкции КУ (от 2-х до 4-х потоков). Сливные карманы могут быть использованы также для подвода на КУ промежуточных потоков (холодные орошения) и/или для отвода боковых отборов (рис. 3.3). В последнем случае объемная емкость кармана наращивается за счет увеличения межтарельчатого расстояния, что повышает надежность работы откачивающего насоса.
Рис. 3.2. Устройство узлов перетока жидкости с тарелки на тарелку и ввода орошений для однопоточных (а) и двухпоточных (б) тарелок: 1 – корпус колонны; 2 – секции тарелок; 3, 4 – коллекторы ввода жидкости на верхнюю и промежуточную тарелки; 5, 6 – сливные карманы
Кстати, прочтите эту статью тоже: Ректификационные газы
Массо – теплообмен между взаимодействующими фазами (пар – жидкость) протекает на КУ в барботажном слое: структуре, которая образуется при истечении парового потока из небольших отверстий или щелей, выполненных в полотне тарелки или в специальных устройствах (колпачках), в слой жидкости под небольшим избыточным давлением. Эта структура представляет собой ансамбль пузырьков, размер которых измеряется миллиметрами. Паровые пузырьки зарождаются при истечении газа, всплывают в слое жидкости за счет разности плотностей жидкой и паровой фаз и разрушаются на верхней границе барботажного слоя. Размер пузырьков определяется свойствами паровой и жидкой фаз (плотность, вязкость, поверхностное натяжение, …), конструкцией КУ и гидродинамическими условиями взаимодействия фаз. Суммарная поверхность массообмена в барботажном слое измеряется десятками и даже сотнями м2 поверхности, приходящихся на 1 м3 объема барботажного слоя.
Рис. 3.3. Узлы вывода боковых погонов (жидкость) из колонны: 1 – корпус колонны; 2 – тарелки; 3 – сливной карман увеличенного размера; 4 – сборная (глухая) тарелка; 5, 6 – патрубки для прохода паров и отвода жидкости; 7 – уравнительная труба
Рассмотренные типы контактных устройств относятся к наиболее распространенным для условий работы блоков АТ-АВТ. К настоящему времени разработаны и другие эффективные конструкции КУ [6-10], которые могут представлять интерес при решении задач проектирования. Надо при этом отметить, что какой-либо универсальной конструкции, пригодной для любых условий эксплуатации, выделить нельзя. Каждая конкретная задача проектирования должна решаться с учетом технологии производства на основе обобщения опыта работы родственных установок.
Классификация ректификационных колон
Колонные аппараты можно разделить в зависимости от технологического процесса:
- Атмосферная и вакуумная перегонка (нефти и мазута);
- Вторичная перегонка бензина;
- Стабилизация нефти, газоконденсатов, нестабильных бензинов;
- Фракционирование нефтезаводских, нефтяных и природных газов;
- Отгонка растворителей при процессах очистки масел;
- Разделение продуктов термодеструктивных и каталитических процессов переработки нефтяного сырья и газов и т. д.;
Кстати, прочтите эту статью тоже: Вакуумная колонна